
•ę•ŗĽ≥ņ‹Ņ®ŐŐ§¨ňŠŐ◊§∑§Ņ•ť•√•∑•Ś•Ę•ł•„•Ļ•Ņ°ľ(•–•Ž•÷•Í•’•Ņ°ľ)
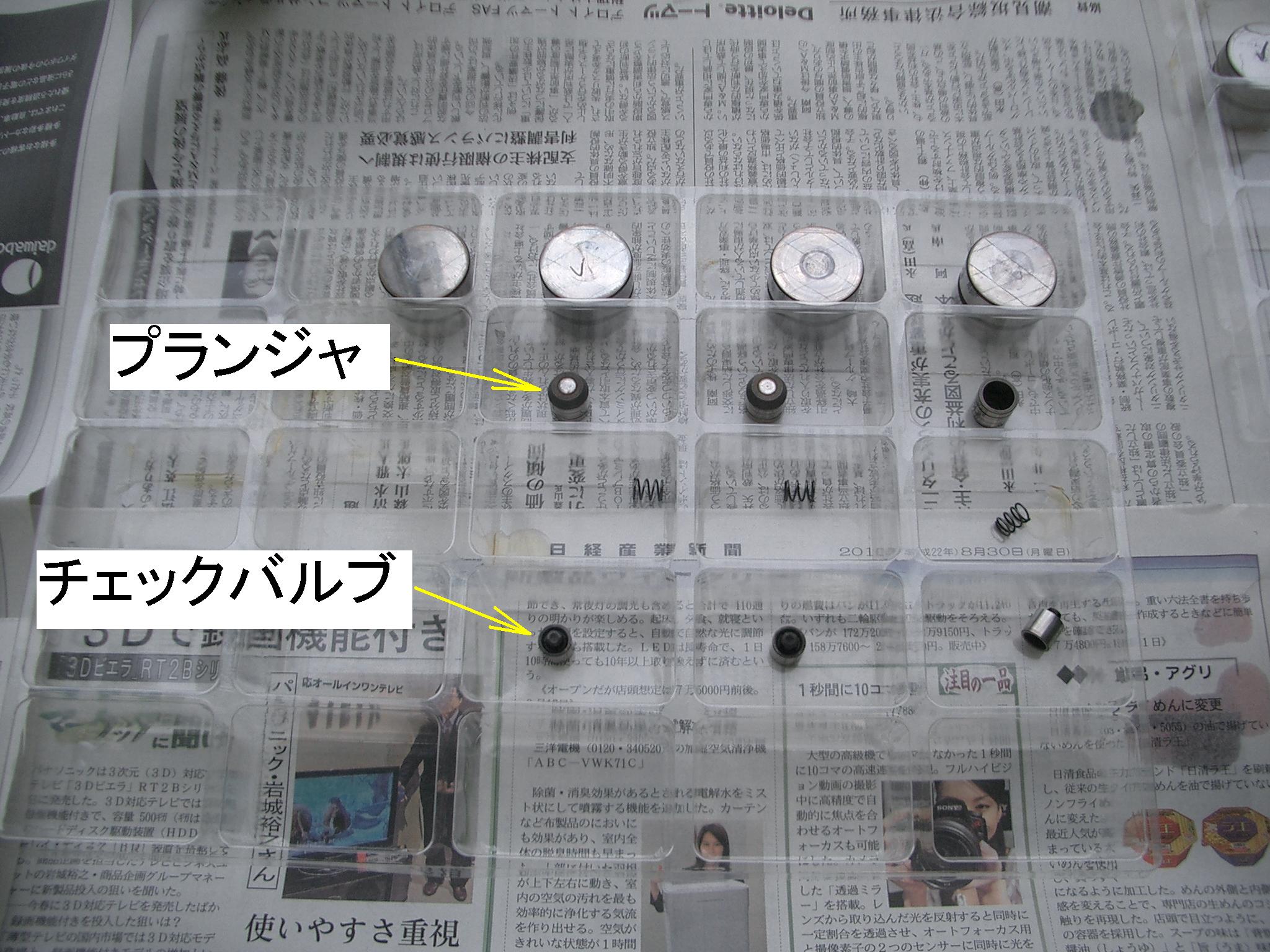
¨≤Ú§∑§∆Ňņł°√ś§ő•ť•√•∑•Ś•Ę•ł•„•Ļ•Ņ°ľ
•ę•ŗ•Ņ•§•Ŗ•ů•į§Ú≥ő«ß

•Ņ°ľ•‹§őľīľű§Ī§ę§ťŌ≥§ž§∆§≠§Ņ•™•§•Ž
īįņģ§∑§ř§∑§Ņ
°°•ō•√•…§¨…’§§§Ņ§ť•ť•√•∑•Ś•Ę•ł•„•Ļ•Ņ°ľ§ÚŃ»§Ŗ…’§Ī§ř§Ļ°£
°°Ňņł°§∑§Ņ§»§≥§Ū°ĘŃī16łń√ś°Ę
•ę•ŗĽ≥ņ‹Ņ®ŐŐňŠŐ◊°ß4łń
•®•Ęļģ∆Ģ°°°°°°°°°°°°°ß6łń
Őš¬Í§ §∑°°°°°°°°°°°°°ß6łń°°°°
§»łņ§¶ĺű¬÷§«§∑§Ņ°£
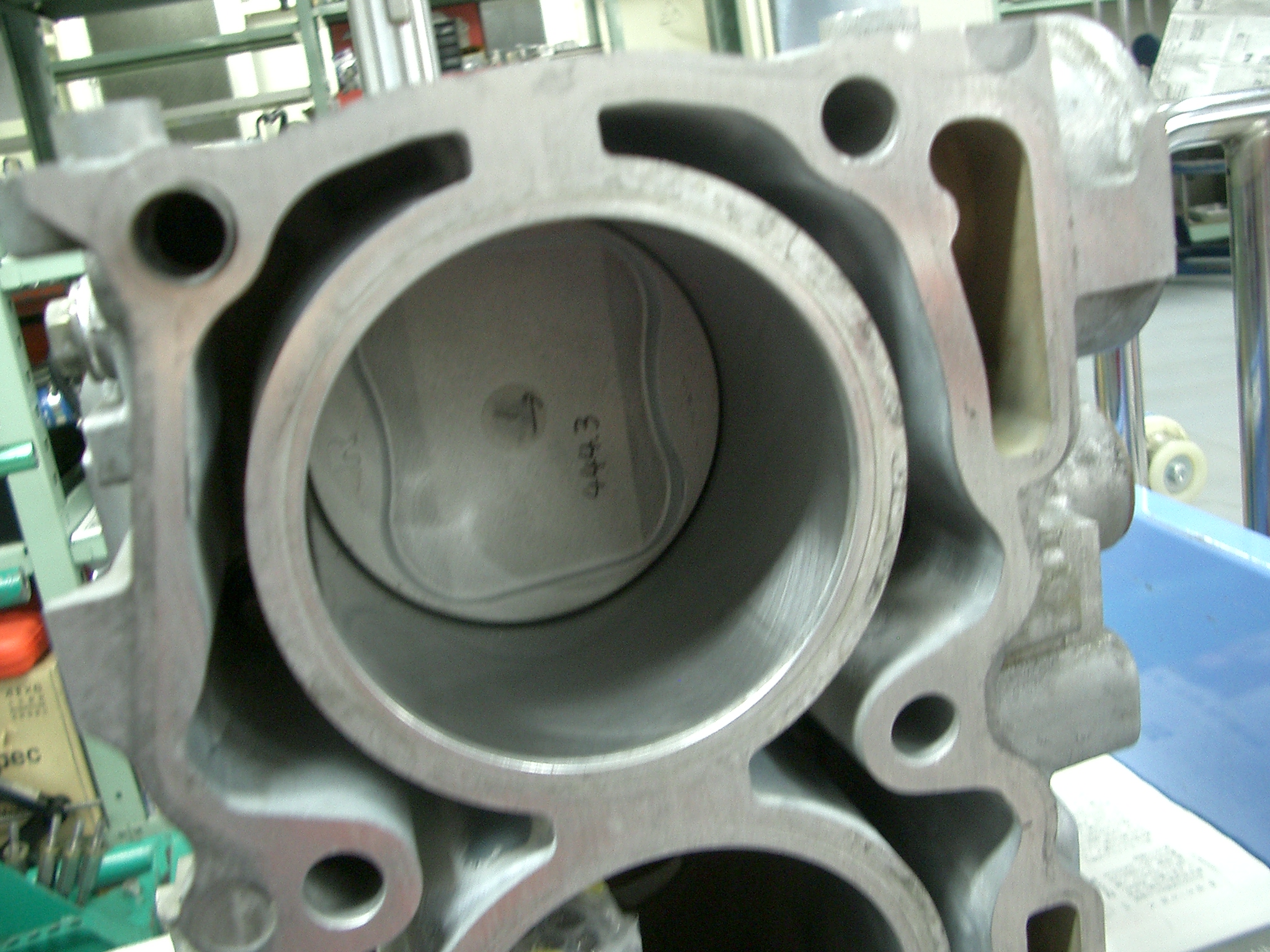
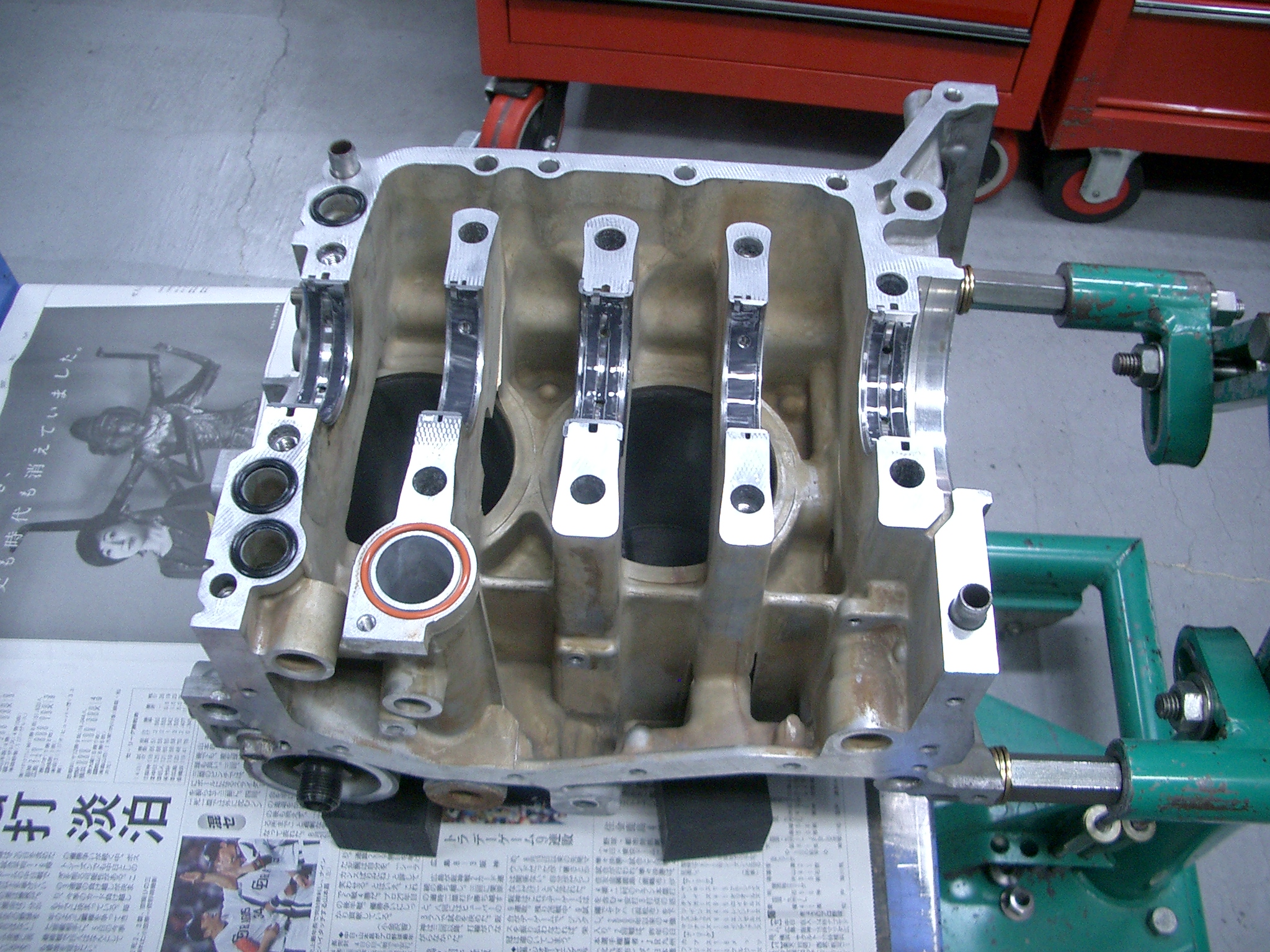
°°•ę•ŗĽ≥ņ‹Ņ®ŐŐ§¨ňŠŐ◊§∑§∆§§§Ž ™§Ō°ĘŅ∑… §ňłÚīĻ§∑§ř§∑§Ņ°£•®•Ę§¨∆Ģ§√§∆•¨•Ņ§¨Ĺ–§∆§§§Ž•ť•√•∑•Ś•Ę•ł•„•Ļ•Ņ°ľ§Ō°Ę•ř•ň•Ę•Ž§…§™§Í§ň•®•Ę»ī§≠§ÚĻ‘§√§∆§‚≤ĢŃĪ§Ķ§ž§ŽĶ§«Ř§¨§ §ę§√§Ņ§ő§«°Ę•Í•”•Ž•…§∑§ř§∑§Ņ°£
°° ¨≤Ú§Ō°Ę•◊•ť•ů•ł•„° •–•Ž•÷•Ļ•∆•ŗ•®•ů•…ņ‹Ņ®¬¶°ň§Úįķ§√ń•§√§∆≥į§∑§ř§∑§Ņ°£√ś§ň∆Ģ§√§∆§§§Ž•Ń•ß•√•Į•–•Ž•÷§őĶ§Ő©§ÚŇņł°§Ļ§Ž§Ņ§Š§ň°ĘŇŰŐż§Ú∆Ģ§ž§∆Ō≥§ž≥ő«ß°£Őš¬Í§ §ę§√§Ņ§ő§«•™•§•Ž§ő√ś§«Ń»§Ŗő©§∆§ř§∑§Ņ°£Ń»ő©łŚ§ŌŃī§ĮŐš¬Í§ §Į°Ę§∑§–§ť§Į√÷§§§∆§™§§§∆§‚•¨•Ņ§ŌĹ–§ř§Ľ§ů§«§∑§Ņ°£
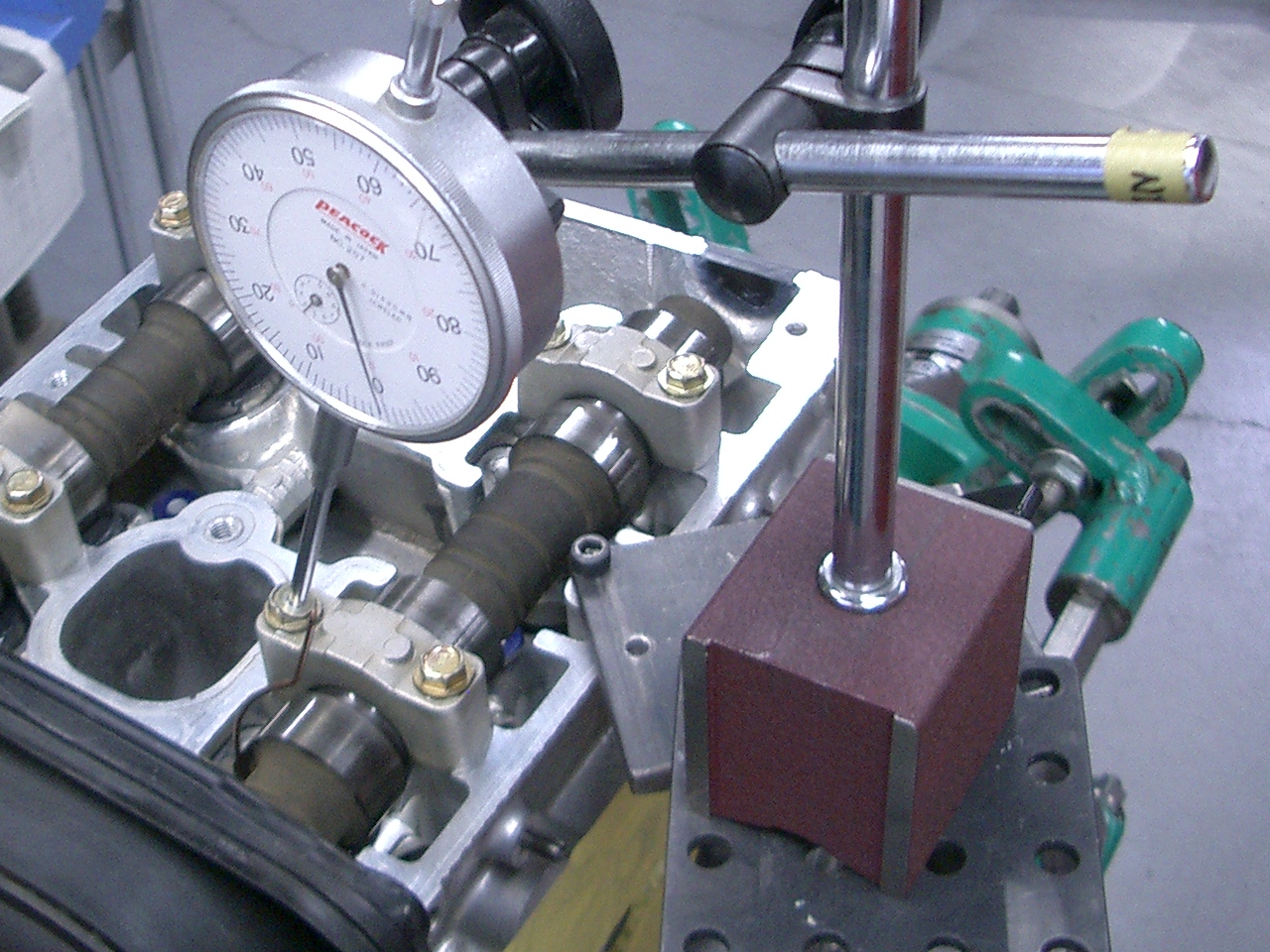
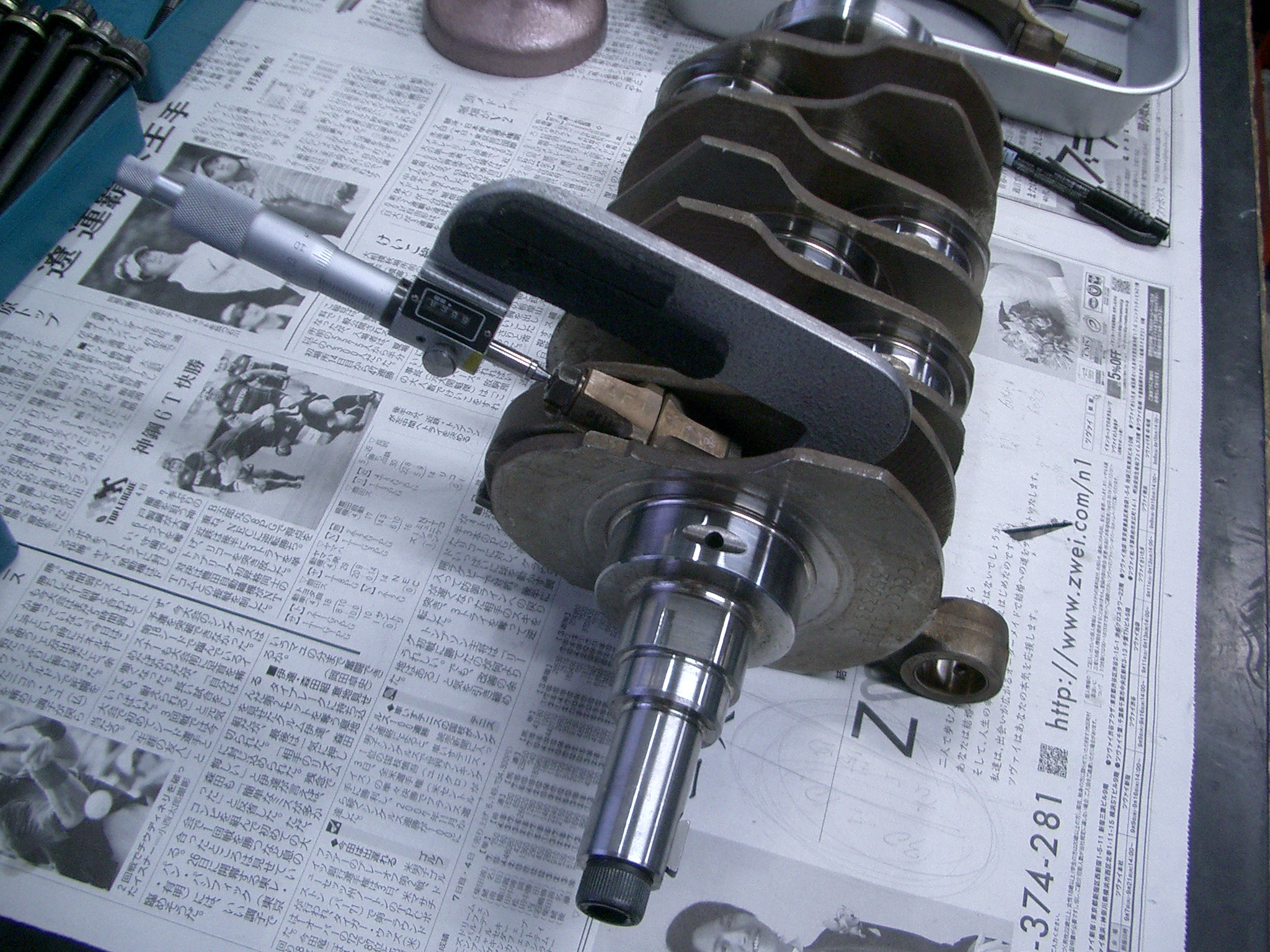
°°•ę•ŗľŤ…’łŚ•Ņ•§•Ŗ•ů•į•Ŕ•Ž•»ľŤ…’° ļ∆Ľ»Õ—°ň°£≥į§ĻĽĢ§ň°Ę•ę•ŗ§»•Į•ť•ů•Į•◊°ľ•Í°ľ§»§őĻÁ•ř°ľ•Į§ÚĶ≠∆Ģ§∑§∆§™§§§Ņ§ő§«°ĘŐš¬Í§ §ĮļÓ∂»§ŌŅ §Ŗ§ř§∑§Ņ°£įžĪĢ•ę•ŗ•Ņ•§•Ŗ•ů•į≥ő«ß°£ ¨≤ÚĽĢ§ň§‚≥ő«ß§∑§∆§§§Ž§ő§«»ś≥”§∑§∆§Ŗ§ř§Ļ°£
¨≤ÚĽĢ
RH IN°ß110.10°Ž
RH EX°ß117.10°Ž
LH IN°ß105.75°Ž
LH EX°ß120.35°Ž
Ń»ő©ĽĢ
RH IN°ß110.00°Ž
RH EX°ß118.10°Ž
LH IN°ß107.05°Ž
LH EX°ß120.15°Ž
°°§Ř§»§ů§…∆Ī§ł§«§∑§Ņ°£§Ń§ §Ŗ§ňņŖ∑◊√Õ§Ō° •ř•ň•Ę•Ž§Ť§Í°ň
IN°ß115°Ž
EX°ß112°Ž°°§«§Ļ°£ľ¬¬¨√Õ§»§ļ§§§÷§ůļĻ§¨§Ę§Í§ř§∑§Ņ°£
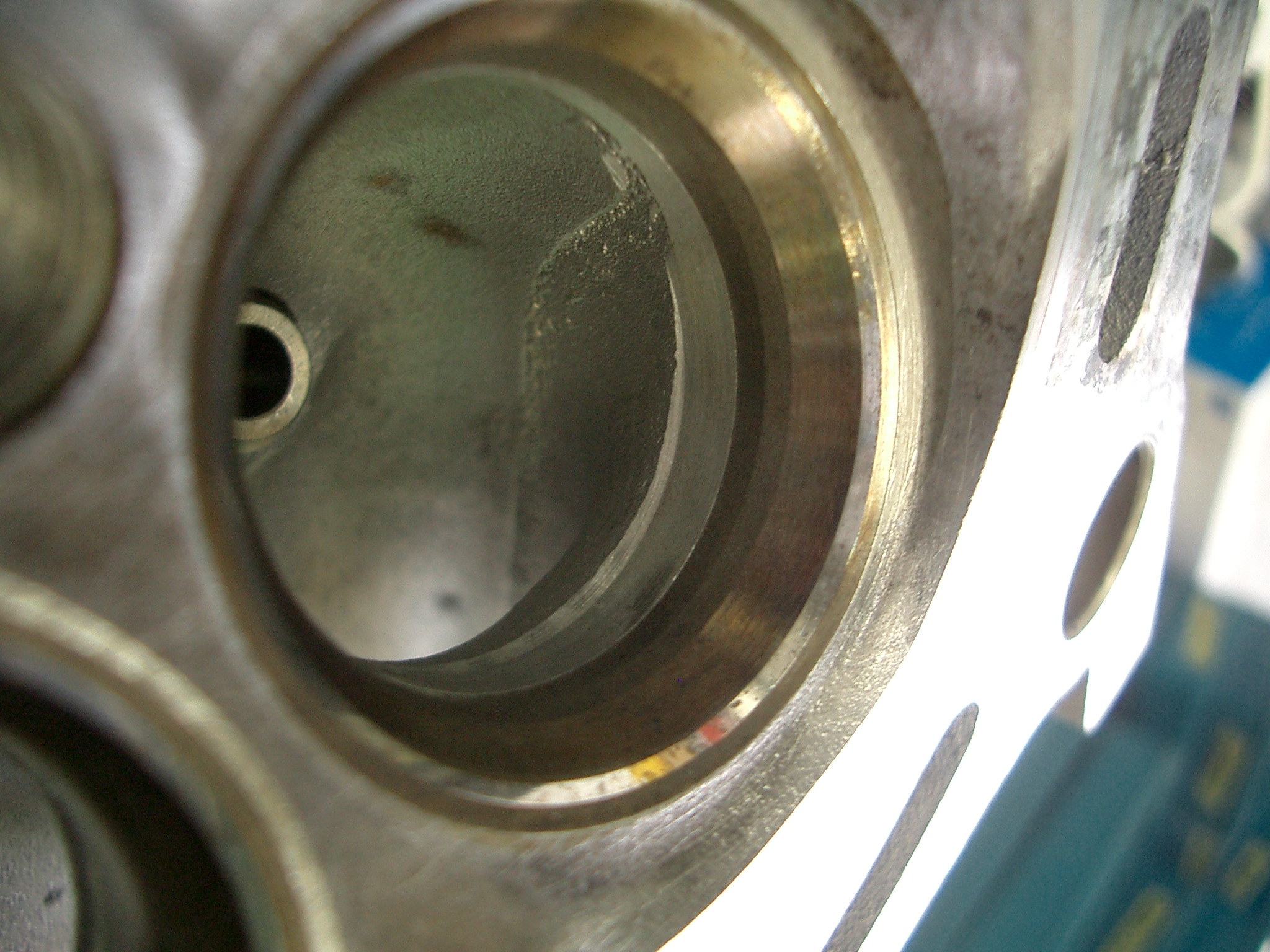
°°•®•ů•ł•ůň‹¬ő§¨§Ř§‹Ĺ–ÕŤĺŚ§¨§√§∆§ę§ť°Ę•Ņ°ľ•‹§őŇņł°§Ú§∑§ř§∑§Ņ°£•Ņ°ľ•‹ň‹¬ő§ÚńŐ§√§∆§§§Ž•™•§•ŽńŐŌ©§ň•™•§•Ž§Úőģ§∑§∆°Ę•ī•Ŗ§ §…§¨Ĺ–§∆§≥§ §§§ę§…§¶§ę§ÚŇņł°§∑§ř§∑§Ņ°£
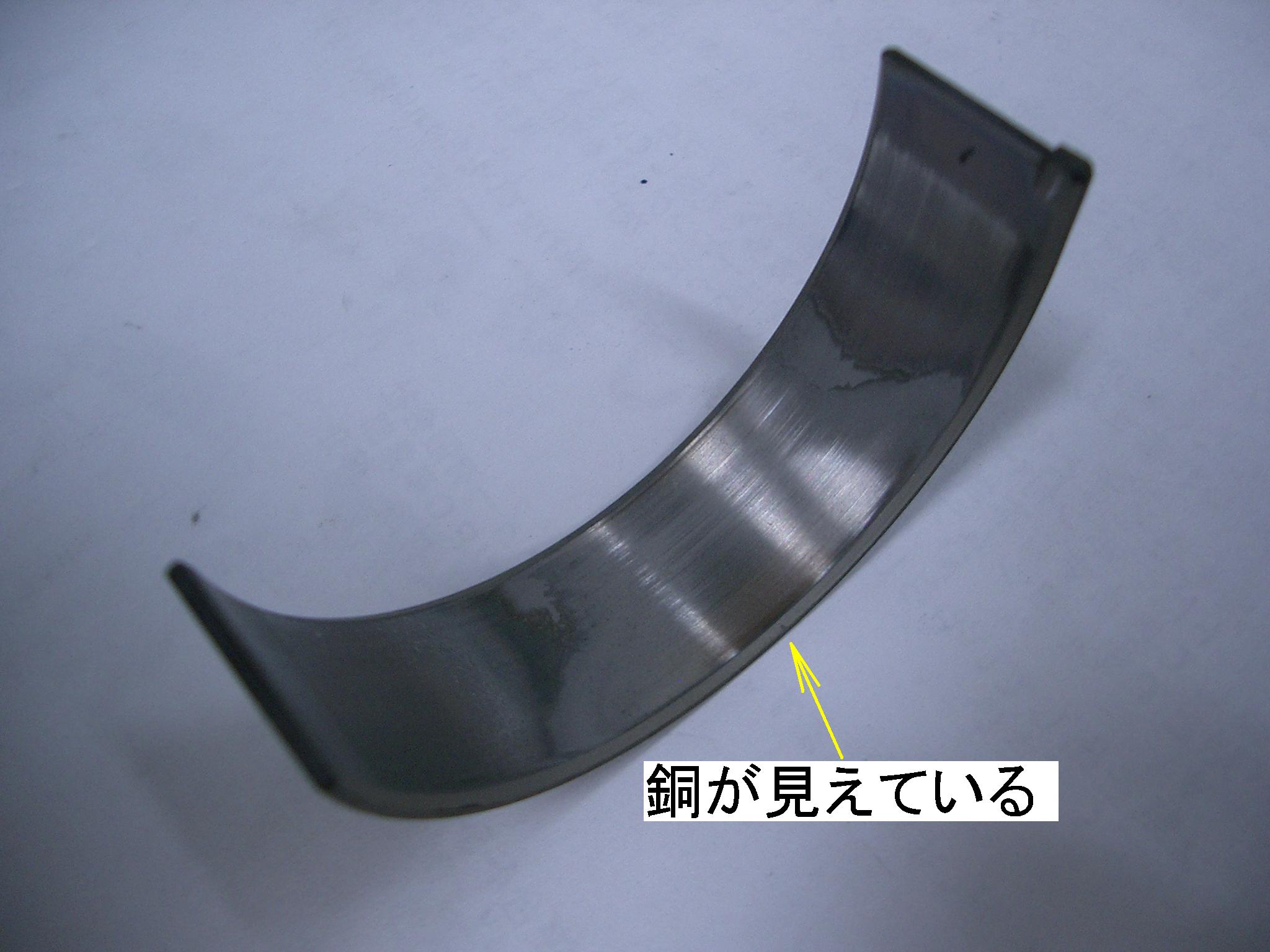
°°§Ļ§Ž§»°Ę•Ņ°ľ•”•ů§őľīľű§Ī§ę§ť•™•§•Ž§¨Ō≥§ž§∆§≠§ř§∑§Ņ°£ľīľű§Ī§ő•™•§•Ž•∑°ľ•Ž§¨ńň§ů§«§§§Ž§Ť§¶§«§∑§Ņ§¨°Ę ¨≤ÚĹ§Õż§¨§«§≠§ §§§ő§«°Ę•Í•”•Ž•…… §ňłÚīĻ§Ļ§Ž§≥§»§ň§ §Í§ř§∑§Ņ°£
°°ļ«łŚ§ň°Ę•§•ů•ř•ň§őľĢ§Í§őńň§ů§«§§§Ž•ī•ŗ•Ř°ľ•Ļ§ÚłÚīĻłŚ°Ę•®•ů•ł•ůň‹¬ő§ňľŤ§Í…’§Ī§∆īįņģ§∑§ř§∑§Ņ°£
•÷•Ū•√•Į§Úő©§∆§Ņĺű¬÷§«•‘•Ļ•»•ů§ÚŃ»§Ŗ…’§Ī§ř§Ļ
•‘•Ļ•»•ů§Ō≤ľĽŗŇņ§őįŐ√÷§ř§«Ńř∆Ģ§∑§ř§Ļ

•‘•Ļ•»•ů•‘•ů§ő•Ķ°ľ•Į•Í•√•◊§ŌĻ¬§ő√ś§«∑ŕ§Į∆į§Ī§–OK

•‘•Ļ•»§¨∆Ģ§√§Ņ§ť°Ę•®•ů•ł•ů¬ś§ňľŤ§Í…’§Ī§ř§Ļ
•∑•Í•ů•ņ°ľ•ō•√•…ľŤ§Í…’§Ī •ō•√•…•‹•Ž•»§ŌŅ∑… §ňłÚīĻ§∑§ř§∑§Ņ
°°•÷•Ū•√•Į§ÚŃ»§ů§ņ§ť°Ę•‘•Ļ•»•ů§ÚľŤ§Í…’§Ī§Ž§Ņ§Š§ň•÷•Ū•√•Į§Úő©§∆§ř§Ļ°£•‘•Ļ•»•ů§Ú≤ľĽŗŇņ§őįŐ√÷§ň§∑§∆°Ę•÷•Ū•√•Į§ő•Ķ°ľ•”•Ļ•Ř°ľ•Ž§ę§ť•‘•Ļ•»•ů•‘•ů§ÚŃř∆Ģ§∑§ř§Ļ°£
°°ĪŁ¬¶§ő•‘•Ļ•»•ů•Ķ°ľ•Į•Í•√•◊§Ō°Ę•‘•Ļ•»•ů§ÚľŤ§Í…’§Ī§ŽŃį§ň°ĘÕŧŠľŤ§Í…’§Ī§∆§™§≠§ř§Ļ°£ņžÕ—Ļ©∂٧ő•‘•Ļ•»•ů•‘•ů•¨•§•…§ÚĽ»Õ—§∑§∆°Ę•‘•Ļ•»•ů§ő•‘•ů∑ͧ»•≥•ů•Ū•√•…§őĺģ√ľ∑ͧÚįž√◊§Ķ§Ľ§∆•‘•Ļ•»•ů•‘•ů§ÚŃř∆Ģ§∑§ř§Ļ°£
°°ĺģ√ľ§ő•‘•Ļ•»•ů•‘•ů•Į•Í•Ę•ť•ů•Ļ§Ō°Ę0.020≠–ńݧ §ő§«°Ę∑ͧ¨§Ř§ů§őĺĮ§∑§«§‚§ļ§ž§∆§§§Ž§»Ńī§Į•‘•ů§¨∆Ģ§√§∆§§§ę§ §§§ő§«°Ę•‘•Ļ•»•ů•‘•ů•¨•§•…§«≥őľ¬§ň∑ÍįŐ√÷§ÚĻÁ§Ô§Ľ§ř§Ļ°£
°°•‘•ů§¨∆Ģ§√§Ņ§ť°ĘľÍŃį¬¶§ő•Ķ°ľ•Į•Í•√•◊§ÚľŤ§Í…’§Ī§ř§Ļ°£•‘•Ļ•»•ů§őĻ¬§ň≥őľ¬§ň∆Ģ§√§Ņ§≥§»§Ú≥ő«ß§∑§ř§Ļ°£
•‘•Ļ•»•ůľŤ…’łŚ§őĶĮ∆į•»•Ž•Į(•Į•ť•ů•Į•∑•„•’•»§Ú≤ůŇĺ§Ķ§Ľ§Ž§ő§ň…¨Õ◊§ ļ«ĺģ•»•Ž•Į°ň§Ō8°Ń9Nm§«§∑§Ņ°£
°°•‘•Ļ•»•ůŃ»§Ŗ…’§ĪłŚ•ō•√•…§ÚľŤ§Í…’§Ī§ř§Ļ°£•ō•√•…•‹•Ž•»§ŌŅ∑… §ňłÚīĻ§∑§ř§∑§Ņ°£•ō•√•…•‹•Ž•»§Ō≥—ŇŔńý§Š§ §ő§«•»•Ž•Į§őĽōľ®§Ō§Ę§Í§ř§Ľ§ů§¨°Ęľ¬¬¨§«79°Ń95Nm§«§∑§Ņ°£
•‹°ľ•Í•ů•į§«§≠§ž§§§ň§ §√§Ņ4»÷•∑•Í•ů•ņ°ľ

Ľ»Õ—§Ļ§Ž•™°ľ•–°ľ•Ķ•§•ļ•‘•Ļ•»•ů
•≥•ů•Ū•√•…• •√•»§Ō•‹•Ž•»§őŅ≠§”§Ú≥ő«ß§∑§ §¨§ťńý§Š§ř§Ļ

ĻÁ•ř°ľ•Į§Ú…’§Ī§Ņ•÷•Ū•√•Į∑ŽĻÁ•‹•Ž•»
•Į•ť•ů•Į•Š•Ņ•Ž§ň§Ō•‚•Í•÷•«•ů•™•§•Ž§ÚŇ……ا∑§ř§Ļ
°°•∑•Í•ů•ņ°ľ§¨•‹°ľ•Í•ů•į≤√Ļ©§ę§ťĶʧ√§∆§≠§ř§∑§Ņ°£
•Ę•Ž•Ŗ§¨ÕŌ√Ś§∑§∆§§§Ņ4»÷•∑•Í•ů•ņ°ľ§‚°Ę§≠§ž§§§ňĽŇ匧¨§√§∆§§§ř§Ļ°£
°°•∑•Í•ů•ņ°ľ∆‚∑¬§Ú¬¨ńͧ∑§∆•‘•Ļ•»•ů•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ß§∑§ř§Ļ°£
…łĹŗ√Õ§Ō0.020°ř0.010≠–§«§Ļ§¨°Ęļ£≤ů§Ō0.030°ř0.005≠–§«§™īͧ§§∑§ř§∑§Ņ°£
°°∆Ģ≤Ŕ§∑§Ņ•Ę•ů•ņ•Ķ•§•ļ§ő•Į•ť•ů•Į•Š•Ņ•Ž§«•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ß§∑§ř§Ļ°£•÷•Ū•√•Į∑ŽĻÁ•‹•Ž•»§Ōļ∆Ľ»Õ—°Ę•∑°ľ•Ž•Ô•√•∑•„§ŌŅ∑… §ňłÚīĻ§∑§∆Ķ¨ńÍ•»•Ž•Į§«ńý§Š…’§Ī§ř§Ļ° •÷•Ū•√•Į∑ŽĻÁ•‹•Ž•»Ńī10ň‹§ő∆‚°Ę6ň‹§Ō•‹•Ž•»§ő∆¨§¨•÷•Ū•√•Į§ő•¶•©°ľ•Ņ°ľ•ł•„•Ī•√•»∆‚§ňŌ™Ĺ–§Ļ§Ž§ő§«°ĘőšĶ—ŅŚ§¨•Į•ť•ů•Į•Ī°ľ•Ļ∆‚§ňŅĽ∆Ģ§∑§ §§§Ť§¶•ī•ŗ•∑°ľ•Ž…’§ő•Ô•√•∑•„§ÚĽ»Õ—§∑§∆§§§ř§Ļ°ň°£
°°ńý…’•»•Ž•Į§Ō47Nm° 4.8kgm°ň§«§Ļ°£ńý…’łŚ°Ę•‹•Ž•»§ő∆¨§»•÷•Ū•√•Į§ňĻÁ•ř°ľ•Į§Ú…’§Ī§ř§Ļ°£ĻÁ•ř°ľ•Į§Ō°Ę•Į•ť•ů•Į•ł•„°ľ• •Ž∆‚∑¬§¨ĺÔ§ň∆Ī§łņ£ň°§ň§ §Ž§Ť§¶§ň§Ļ§Ž§Ņ§Š§«§Ļ°£
°°•÷•Ū•√•Į∑ŽĻÁ•‹•Ž•»§Ō°Ę•Į•ť•ů•Į•ł•„°ľ• •Ž…Ű ¨§Úńý§Š…’§Ī§∆§§§ř§Ļ°£•»•Ž•Įī…Õż§ §ő§«°Ę•‹•Ž•»§őľīőŌ§Ō•‹•Ž•»§ő§Õ§łĽ≥§»•Ô•√•∑•„§»ŇŲ§Ņ§ŽŐŐ§ő§Ļ§Ŕ§Í∂ŮĻÁ§őĪ∆∂ѧھű§Ī§ř§Ļ°£§Ĺ§∑§∆ľīőŌ§ň§Ť§Í°Ę•Į•ť•ů•Į•ł•„°ľ• •Ž∆‚∑¬§¨ —≤ŧ∑§ř§Ļ°£
°°∆Ī§ł•»•Ž•Į§«§Ļ§Ŕ§Í§őő…§§•‹•Ž•»§Ō°Ę≤ůŇĺ≥—ŇŔ§¨¬Ņ§§§ő§«ľīőŌ§¨ĺŚ§¨§Í§ř§Ļ°£•÷•Ū•√•Į∆ĪĽő§Ú∑ŽĻÁ§Ļ§ŽőŌ§¨∂Į§Į§ §Ž§ő§«°Ę•ł•„°ľ• •Ž∆‚∑¬§Ōĺģ§Ķ§Į§ §Í§ř§Ļ°£§Ę§ř§Í§Ļ§Ŕ§ť§ §Ī§ž§–°Ę•‹•Ž•»§őľīőŌ§Ō§Ļ§Ŕ§Ž•‹•Ž•»§Ť§Í§‚ĺģ§Ķ§§§ő§«°Ę•ł•„°ľ• •Ž∆‚∑¬§‚•‹•Ž•»§őľīőŌ§¨¬Á§≠§§łńĹͧŤ§Í§‚¬Á§≠§Į§ §Í§ř§Ļ°£
°°•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ßłŚ°Ę•Į•ť•ů•Į•∑•„•’•»§Ú≤ĺŃ»§Ŗ§∑§∆∑ŕ§Į≤ů§Ž§≥§»§Ú≥ő«ß§∑§ř§Ļ°£§Ĺ§őłŚň‹Ń»§ň§ §Í§ř§Ļ§¨°Ę§Ĺ§őŇ‘ŇŔ•÷•Ū•√•Į§Ú ¨≥š§∑§∆∑ŽĻÁ•‹•Ž•»§Úļ∆ŇŔńý§Š…’§Ī§Ž§≥§»§ň§ §Í§ř§Ļ°£§Ĺ§őĺžĻÁ°Ę≥∆•‹•Ž•»§ő§Ļ§Ŕ§Í∂ŮĻÁ§¨ĺÔ§ň∆Ī§ł§»§Ōł¬§Í§ř§Ľ§ů°£•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ß§∑§ŅĽĢ§Ť§Í§‚§Ļ§Ŕ§Ž§Ť§¶§ň§ §ž§–•ł•„°ľ• •Ž∆‚∑¬§¨ĺģ§Ķ§Į§ §Ž§ő§«•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§¨ĺģ§Ķ§Į§ §Í§ř§Ļ°£§Ļ§Ŕ§ť§ §Į§ §ž§–•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§ŌĻ≠§¨§√§∆§∑§ř§§§ř§Ļ°£
°°§Ļ§Ž§»•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ß§∑§ŅĽĢ§Ō°Ę¬¨ńÍ√Õ§¨•ř•ň•Ę•Ž§«ĽōńͧĶ§ž§∆§§§Ž»ŌįŌ§ň∆Ģ§√§∆§§§Ņ§ň§‚§ę§ę§Ô§ť§ļ°Ęň‹Ń»§ő§»§≠§Ō»ŌįŌ§Ú≥į§ž§∆§∑§ř§√§∆§§§Ž§»§§§¶ĺű¬÷§ň§ §Ž≤ń«Ĺņ≠§¨§Ę§Í§ř§Ļ°£
°°§≥§ő§Ť§¶§ •ł•„°ľ• •Ž∆‚∑¬§ő —≤ŧÚň…§į§Ņ§Š§ň°Ęļ«Ĺť§ňńý§Š…’§Ī§Ņ§»§≠§ň•‹•Ž•»§ňĻÁ•ř°ľ•Į§Ú…’§Ī§ř§Ļ°£§Ĺ§őłŚ§Ō•»•Ž•Į§Ť§Í§‚ĻÁ•ř°ľ•Į§ÚÕ•ņŤ§∑§∆ńý§Š…’§Ī§ř§Ļ°£ĻÁ•ř°ľ•Į§¨§Ę§√§∆§§§ž§–•ł•„°ľ• •Ž∆‚∑¬§ŌĺÔ§ň§Ř§‹∆Ī§łņ£ň°§ň§ §Í§ř§Ļ°£
°°§ §ľ§≥§ő§Ť§¶§ §≥§»§ň§ §√§∆§∑§ř§¶§ő§«§∑§Á§¶§ę°©ĻÕ§®§ť§ž§ŽÕżÕ≥§»§∑§∆°Ęńý§Š§Ņ§Íīň§Š§Ņ§Í§Ú≤ŅŇŔ§ę∑ę§Í ÷§Ļ§»°Ę•‹•Ž•»§»•Ô•√•∑•„§őŇŲ§Ņ§ŽŐŐ§őĪķ∆Ő§¨≥ͧť§ę§ň§ §Í°Ę§Ļ§Ŕ§Í§š§Ļ§Į§ §Ž§ő§¨ł∂įݧ«§Ō§ §§§ę§»Ľ◊§Ô§ž§ř§Ļ°£
°°EJ20G§Ō1»÷•ł•„°ľ• •Ž§ő•‹•Ž•»2ň‹° įž»÷Ńį°ß¬ĺ§ő8ň‹§Ť§ÍŃīńĻ§¨√Ľ§§°ň§őńý§Š…’§Ī§ň√Ūį’§¨…¨Õ◊§«§Ļ°£§≥§ő2ň‹§Ō°Ę≤Ņłő§ę¬ĺ§ő8ň‹§Ť§Í§‚Õĺ∑◊§ň≤ů§Ž∑ĻłĢ§¨§Ę§Í§ř§Ļ°£
°°ļ£≤ů§őļÓ∂»§«§Ō47Nm§«ńý§Š§∆ĻÁ•ř°ľ•Į§Ú…’§Ī°Ę1ŇŔīň§Š§∆ļ∆§”ĻÁ•ř°ľ•Į§¨ĻÁ§¶§ř§«ńý§Š§ŅĽĢ§ő•»•Ž•Į§Ō32Nm§«§∑§Ņ°£47Nm§«ńý§Š§Ž§»ĻÁ•ř°ľ•Į§ę§ť§Ķ§ť§ň15°Ž≤ů§Í°Ę•ł•„°ľ• •Ž§ő∆‚∑¬§Ō0.007≠–ĺģ§Ķ§Į§ §Í§ř§∑§Ņ°£0.007≠–ĺģ§Ķ§Į§ §√§∆§‚•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§¨ĽōńͧĶ§ž§∆§§§Ž»ŌįŌ∆‚§ §ť§–Őš¬Í§Ę§Í§ř§Ľ§ů°£
°°ļ£≤ů§ő•Í•”•Ž•…§«§Ō1»÷•ł•„°ľ• •Ž§ő•‹•Ž•»§Ō48Nm§«ńý§Š§∆° ĻÁ•ř°ľ•Į+15°Ž°ň°Ę¬ĺ§ő8ň‹§Ō48Nm§őĻÁ•ř°ľ•Į§ř§«ńý§Š§∆•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ß§∑§∆OK§«§∑§Ņ°£•Į•ť•ů•Į•∑•„•’•»§Ú≤ĺŃ»§Ŗ§∑§∆ľÍ§«∑ŕ§Į≤ů§√§Ņ§ő§«° ĶĮ∆į•»•Ž•Į°ß0.3°Ń0.4Nm°ňň‹Ń»§‚∆Ī§ł§Ť§¶§ňńý§Š§Ž§≥§»§ň§∑§ř§∑§Ņ°£
°°•Į•ť•ů•Į•∑•„•’•»§ň•≥•ů•Ū•√•…§ÚŃ»§Ŗ…’§Ī§ř§Ļ°£•≥•ů•Ū•√•…• •√•»§Ō°Ę•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ß§∑§ŅĽĢ§»∆ĪÕÕ§ň°Ę•‹•Ž•»§őŅ≠§”§ÚÕ•ņŤ§∑§∆ńý§Š…’§Ī§ř§Ļ°£
°°ńý§Š…’§ĪłŚ§őŅ≠§”§Ō°Ę0.126°Ń0.130≠–°Ę•»•Ž•Į§Ō•ř•ň•Ę•Ž§«§Ō46Nm° 4.55kgm°ň§«§Ļ§¨°Ęńý§Š…’§ĪĽĢ§ő•»•Ž•Į§Ō°Ę46°Ń51Nm§ň§ §Í§ř§∑§Ņ°£
°°ľ°§Ō•÷•Ū•√•Į§ň•Į•ť•ů•Į§ÚŃ»§Ŗ…’§Ī§ŽĹŗ»ų§«§Ļ°£•Š•Ņ•Ž§ň•™•§•Ž§ÚŇ……ا∑§ř§Ļ°£•÷•Ū•√•ĮĻÁ§Ô§ĽŐŐ§őO•Í•ů•į§Úňļ§ž§ļ§ňľŤ§Í…’§Ī§ř§Ļ°£•∑°ľ•Žļř§Ú•÷•Ū•√•ĮĻÁ§Ô§ĽŐŐ§ňŇ……ا∑§ř§Ļ°£ĽōńͧĶ§ž§∆§§§Ž•∑°ľ•Žļř§Ō°Ę•Ļ•Í°ľ•‹•ů•…#1215§«§Ļ°£≥•Ņߧ §ő§«•÷•Ū•√•Į§ę§ť§Ō§ŖĹ–§∑§∆§‚§Ę§ř§ÍŐ‹ő©§Ņ§ļ°Ę¬—•®•ů•ł•ů•™•§•Žņ≠ő…Ļ•§ő•∑°ľ•Žļř§«§Ļ°£Ň……ا∑§∆§ę§ť…ĹŐŐ§¨ī•ŃÁ§Ļ§Ž§ř§«60 ¨§ę§ę§Ž§ő§«°ĘÕÓ§Ń√Ś§§§∆ļÓ∂»§«§≠§ř§Ļ°£
°°•÷•Ū•√•Į§¨Ń»§Ŗ§Ę§¨§√§Ņ§ť°Ęľ°§Ō•‘•Ļ•»•ůľŤ§Í…’§Ī§«§Ļ°£

•Į•ť•ů•Į•Š•Ņ•Ž°ßĹż§¨∆Ģ§√§∆§§§Ž
•≥•ů•Ū•√•…•Š•Ņ•Ž°ß§ę§ §ÍňŠŐ◊§∑§∆§§§Ž

•≥•ů•Ū•√•…•≠•„•√•◊§Ō• •√•»§«ńý§Š…’§Ī§Ž•Ņ•§•◊
•›°ľ•»√ ļĻł¶ňŠŃį

•›°ľ•»√ ļĻł¶ňŠłŚ
•≥•ů•Ū•√•…•Š•Ņ•Ž§Ō°Ę∆ľ§¨łę§®§Ž§Ř§…ňŠŐ◊§∑§∆§§§Ņ§ő§«Ńī…ŰłÚīĻ§«§Ļ°£
•Į•ť•ů•Į•Š•Ņ•Ž§‚Ĺż§š•ī•Ŗ§«ĺű¬÷§¨ő…§Į§ §§§ő§«łÚīĻ§Ļ§Ž§≥§»§ň§∑§ř§∑§Ņ°£
°°√Ū ł§Ļ§Ž•Š•Ņ•Ž§Ú∑Ť§Š§Ž§Ņ§Š§ň•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ú≥ő«ß§∑§ř§Ļ°£•ř•ň•Ę•Ž§«§Ō•◊•ť•Ļ•Ń•≤°ľ•ł§ÚĽ»Õ—§∑§∆§§§ř§Ļ§¨°Ę ņľ“§«§Ō•∑•Í•ů•ņ°ľ•‹•Ę•≤°ľ•ł§ÚĽ»Õ—§∑§ř§Ļ°£
°°•Š•Ņ•Ž§ň§Ō•®•ů•ł•ů•™•§•Ž§Ú«Ų§ĮŇ……ا∑§ř§Ļ°£•Š•Ņ•Ž…ĹŐŐ§ő ›łÓ§»•∑•Í•ů•ņ°ľ•‹•Ę•≤°ľ•ł§ő¬¨ńÍĽ“§őňŠŐ◊ň…ĽŖ§¨Ő‹Ň™§«§Ļ°£
°°•≥•ů•Ū•√•…•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ō°Ęł¬ŇŔ√Õį ∆‚§ņ§√§Ņ§ő§«°ĘĽ»Õ—§∑§∆§§§Ņ•Š•Ņ•Ž§»∆Ī§łłŁ§Ķ§ő°÷…łĹŗ•Ķ•§•ļ°◊§Ú√Ū ł§∑§ř§∑§Ņ°£
°°•Į•ť•ů•Į•Š•Ņ•Ž•Į•Í•Ę•ť•ů•Ļ§Ō°Ęł¬ŇŔ√Õ§Úń∂§®§∆§§§Ņ§ő§«°Ę°÷•Ę•ů•ņ•Ķ•§•ļ°◊§ő•Š•Ņ•Ž° °Š łŁ§§•Š•Ņ•Ž°ň§ÚĽ»Õ—§∑§∆•Į•Í•Ę•ť•ů•Ļ§¨ł¬ŇŔ√Õį ∆‚§ň§ §Ž§Ť§¶§ň§∑§ř§Ļ°£
°°•≥•ů•Ū•√•…•‹•Ž•»§Ō°Ę•≥•ů•Ū•√•…¬Á√ľ¬¶§ňįĶ∆Ģ§∑§∆§Ę§Í°Ę•≥•ů•Ū•√•…•≠•„•√•◊§Ō• •√•»§«Ń»§Ŗ…’§Ī§Ž•Ņ•§•◊§«§Ļ°£•≥•ů•Ū•√•…• •√•»§őńý…’§Ō°Ę•‹•Ž•»§őŅ≠§”§«ī…Õż§∑§ř§∑§Ņ°£
°°Ņ≠§”§«ī…Õż§Ļ§ŽÕżÕ≥§Ō°Ę• •√•»§Úńý§Š…’§Ī§ŅĽĢ°Ęį¬ńͧ∑§ŅľīőŌ§Ú∆ņ§Ž§Ņ§Š§«§Ļ°£° •»•Ž•Įī…Õż§őĺžĻÁ§Ō°Ęńý…’ĽĢ§ő• •√•»§ő≤ůŇĺ≥—ŇŔ§¨§Õ§łĽ≥§»• •√•»ļ¬ŐŐ§ő§Ļ§Ŕ§Í∂ŮĻÁ§őĪ∆∂ѧھű§Ī§ř§Ļ°£∆Ī§ł•»•Ž•Į§«§‚§Ļ§Ŕ§Í§őő…§§• •√•»§»§§§ř§§§Ń§Ļ§Ŕ§ť§ §§• •√•»§«• •√•»§ő≤ůŇĺ≥—ŇŔ§ň•–•ť•ń•≠§¨Ĺ–§Ž§ő§«•‹•Ž•»§őľīőŌ§¨…‘į¬ńͧň§ §√§∆§∑§ř§§§ř§Ļ°ň°£
°°•‹•Ž•»§őŅ≠§”őŐ§Ō•ř•ň•Ę•Ž§ň§ŌĶ≠ļ‹§Ķ§ž§∆§§§ §§§ő§«°Ę• •√•»§ÚĶ¨ńÍ•»•Ž•Į§«ńý§Š…’§Ī§ŅĽĢ§őŅ≠§”őŐ§Ú¬¨ńͧ∑§∆°Ę0.130°ř0.005≠–§ň§∑§ř§∑§Ņ°£Ņ≠§”§ő¬¨ńͧŌ•ř•§•Į•Ū•Š°ľ•Ņ°ľ§ÚĽ»Õ—§∑§ř§Ļ°£
°°•∑•Í•ů•ņ°ľ•÷•Ū•√•Į§Ō°Ę•‹°ľ•Í•ů•į§∑§∆ļ∆Ľ»Õ—§Ļ§Ž§≥§»§ň§ §Í§ř§∑§Ņ°£ļÓ∂»§ŌņžŐÁ§ő≤√Ļ©≤į§Ķ§ů§ňįÕÕͧ∑§ř§Ļ°£•÷•Ū•√•Į§Ō°Ę∑ŽĻÁ•‹•Ž•»§ÚĶ¨ńÍ•»•Ž•Į§«ńý§Š…’§Ī§ŅłŚ°Ę•Į•ť•ů•Į•ł•„°ľ• •Ž∆‚∑¬§»•∑•Í•ů•ņ°ľ∆‚∑¬§Ú¬¨ńÍłŚ°Ę•‹°ľ•Í•ů•įļÓ∂»§ő§Ņ§Š§ň≤√Ļ©≤į§Ķ§ů§ňĽż§√§∆§§§≠§ř§Ļ°£•‹°ľ•Í•ů•į§Ō°Ę•ņ•Ŗ°ľ•ō•√•…§ÚľŤ§Í…’§Ī§∆Ļ‘§§§ř§Ļ°£
°°•™°ľ•–°ľ•Ķ•§•ļ•‘•Ļ•»•ů§Ō°Ę°‹0.25≠–§»°‹0.50≠–§ő2ľÔőŗ§¨ņŖńͧĶ§ž§∆§§§ř§Ļ°£ļ£≤ů§Ō°ĘÕŌ√Ś§∑§Ņ•Ę•Ž•Ŗ§őĹŁĶÓ§»°Ę•∑•Í•ů•ņ°ľ∆‚∑¬§¨•‘•Ļ•»•ů§ő•Ļ•ę°ľ•» żłĢ§ň§ę§ §ÍĻ≠§¨§√§∆§§§Ņ§ő§«°Ę≤√Ļ©≤į§Ķ§ů§»ŃÍ√Ő§∑§∆°‹0.50≠–§ň§∑§ř§∑§Ņ°£
°°•÷•Ū•√•Į§¨≤√Ļ©§ňĻ‘§√§∆§§§Žī÷§ň•ō•√•…§őļÓ∂»§ÚŅ §Š§ř§Ļ°£12ňŁ≠“ŃŲĻ‘§∑§∆§§§Ž§ő§«•–•Ž•÷•¨•§•…§őĺű¬÷§¨Ķ§§ň§ §√§∆§§§ř§∑§Ņ§¨°ĘĽ◊§√§Ņ§Ť§Íĺű¬÷§¨ő…§Į°Ęļ∆Ľ»Õ—≤ń«Ĺ§«§∑§Ņ°£°°•–•Ž•÷§ §…∆į Ř∑Ō§ő…Ű… §ŌŇņł°§«Őš¬Í§ §ę§√§Ņ§ő§«Ńī§∆ļ∆Ľ»Õ—§∑§ř§∑§Ņ° •ť•√•∑•Ś•Ę•ł•„•Ļ•Ņ°ľ§ÚĹŁ§Į°ň°£
°°ĶŘ«”Ķ§•›°ľ•»§Ō°Ę•∑°ľ•»•Í•ů•į…’∂Š§ő√ ļĻ§Úł¶ňŠ§∑§∆°Ę•–•Ž•÷§Ļ§ÍĻÁ§Ô§ĽłŚŃ»§Ŗő©§∆§ř§Ļ°£

ŃŲĻ‘Ķųő•§ŌŐů12ňŁkm§«§Ļ°£

•∑•Í•ů•ņ …§ň•Ę•Ž•Ŗ§¨ÕŌ√Ś§∑§∆§§§ř§Ļ°£
•∑•Í•ů•ņ°ľ•ō•√•…§Ōļ∆Ľ»Õ—≤ń°£

ÕŌ§Ī§Ņ4»÷•‘•Ļ•»•ů°£

•Ę•Ž•Ŗ§¨ÕŌ√Ś§∑§∆§§§Ž4»÷•≥•ů•Ū•√•…°£
•Ļ•–•Ž •§•ů•◊•ž•√•Ķ° E-GC8°ň§ő•®•ů•ł•ů° EJ20G°ň§¨∆Ģłň§∑§ř§∑§Ņ°£
ŃŲĻ‘Ķųő•§ŌŐů12ňŁkm§«§Ļ°£
ļ«∂Š§Ō°Ę•®•ů•ł•ů•Í•”•Ž•…§őįÕÕͧڧĻ§Ž ż§Ō»ůĺÔ§ňĺĮ§ §Į°Ęľ÷ő姂ŃŲĻ‘Ķųő•§¨10ňŁ≠“§Úń∂§®§∆§§§Ž§ő§«°ĘńŐĺÔ§«§Ę§ž§–°Ęľ÷§Ú卧ÍīĻ§®§∆§∑§ř§¶§»§≥§Ū§«§Ļ°£
§∑§ę§∑°Ę•™°ľ• °ľ§ő ż§¨ľ÷§ň§»§∆§‚į¶√Ś§ÚĽż§√§∆§™§Í°Ęļ£łŚ§‚§ļ§√§»¬Áņŕ§ň卧ͬ≥§Ī§Ņ§§§»§§§¶§≥§»§ §ő§«°ĘĹ§Õż§Ļ§Ž§≥§»§ň§ §Í§ř§∑§Ņ°£
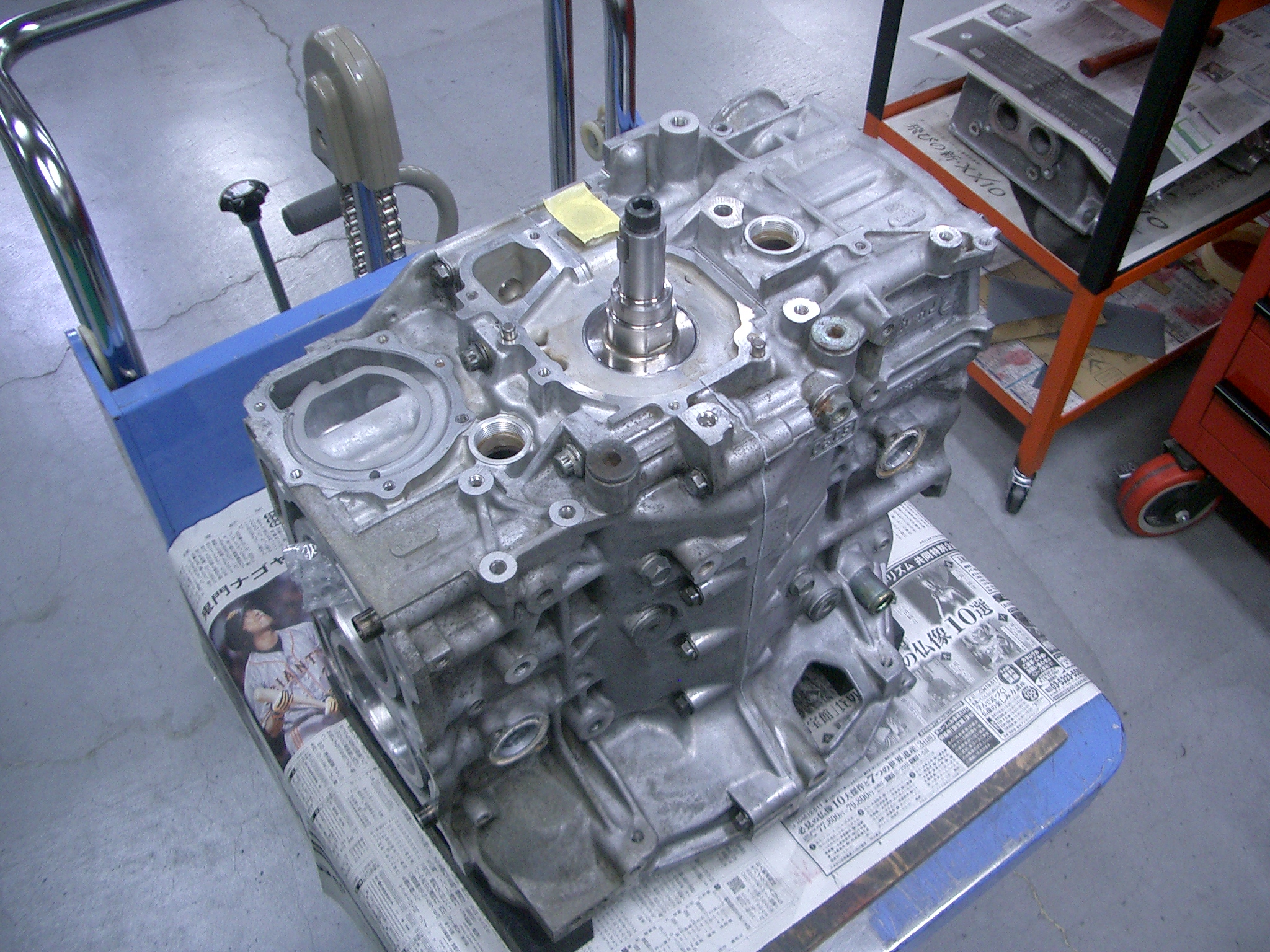
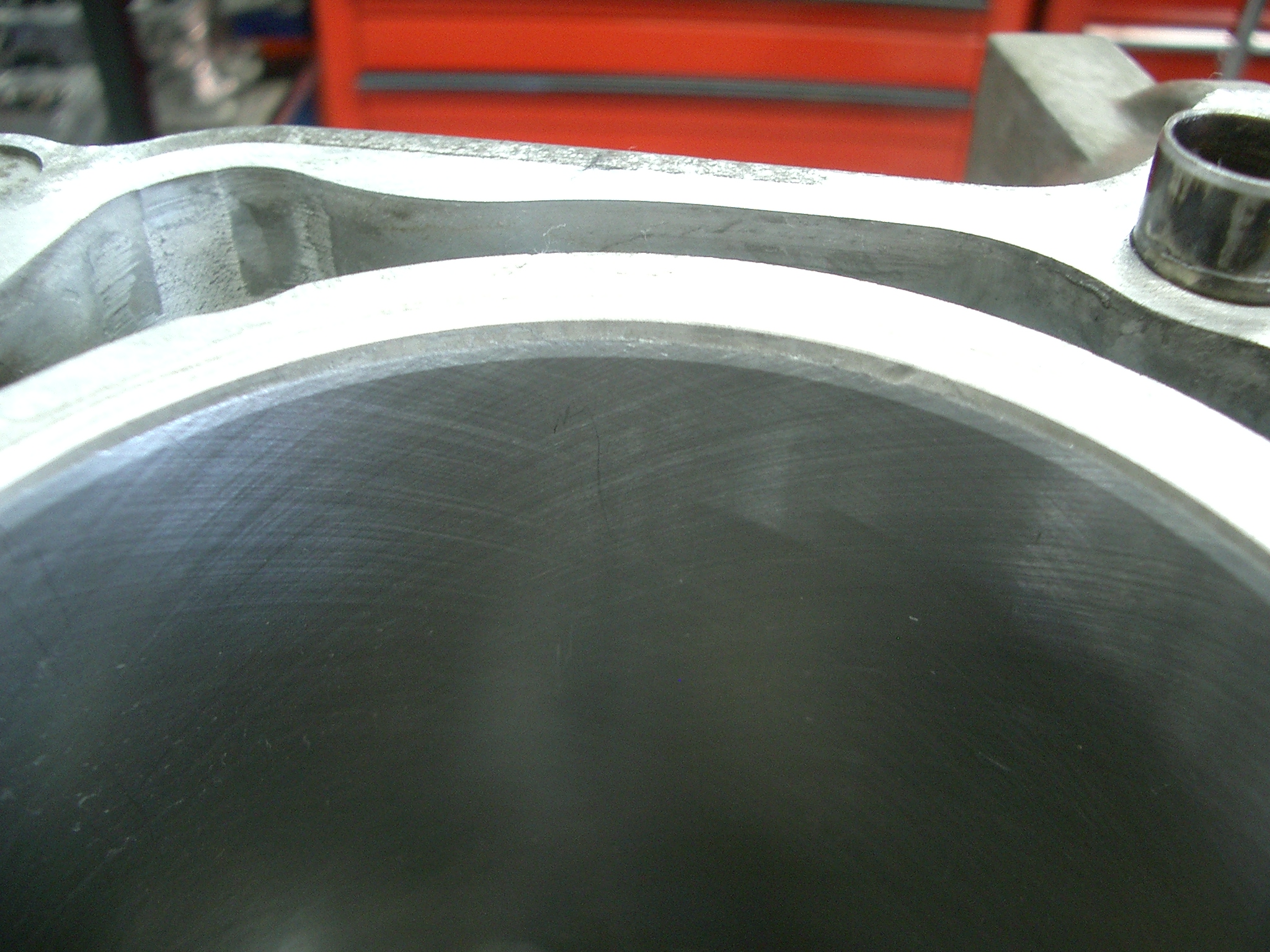
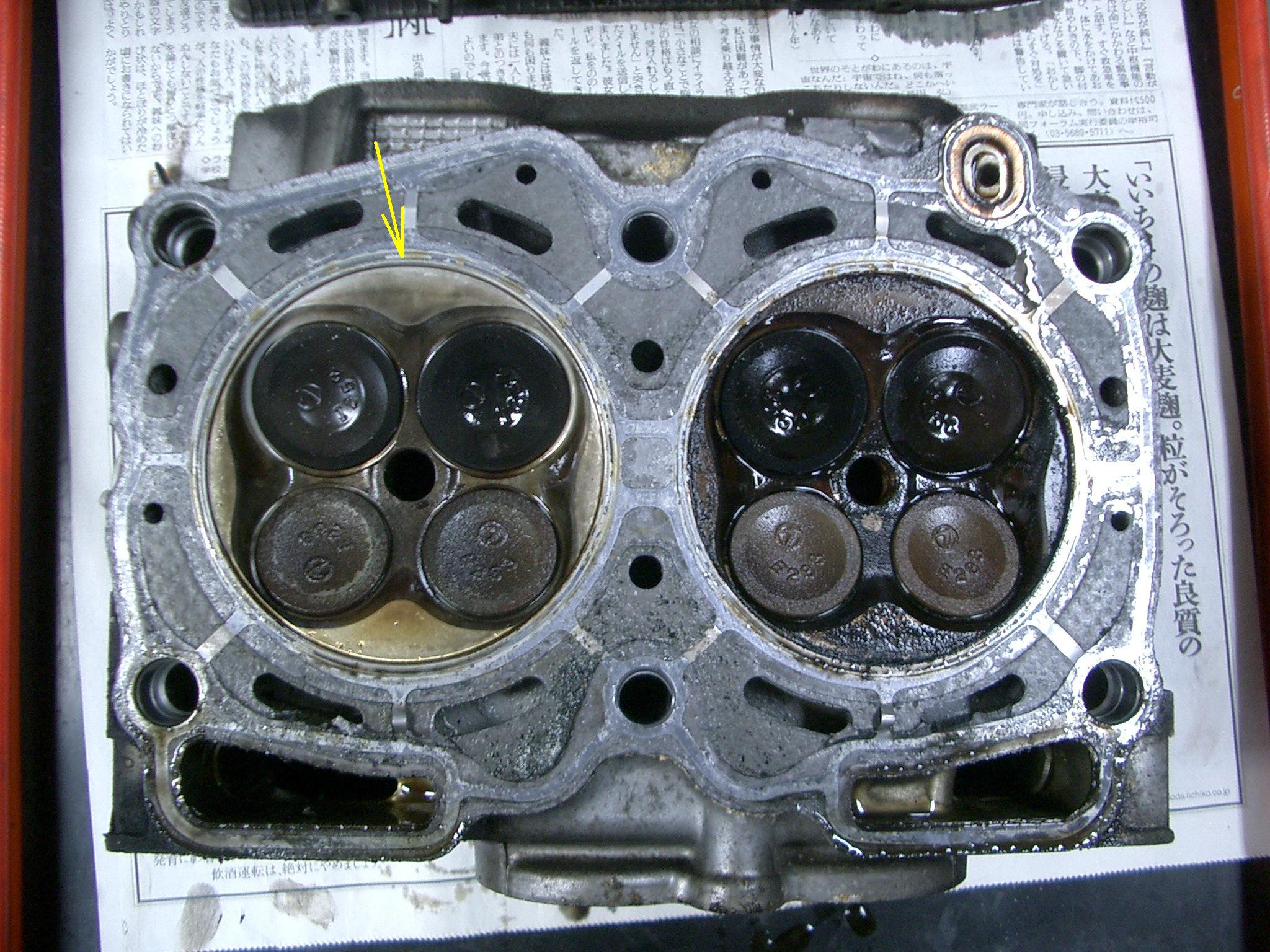
īįŃī§ň1Ķ§ŇŻ§™§ę§∑§§§Ť§¶§ ī∂§ł§»§§§¶§≥§»§«°Ę ¨≤Ú§∑§∆§Ŗ§Ž§»4»÷•∑•Í•ů•ņ°ľ§ň•Ę•Ž•Ŗ§¨ÕŌ√Ś§∑§∆§§§ř§∑§Ņ°£•ő•√•≠•ů•į§«•‘•Ļ•»•ů§¨ÕŌ§Ī§∆§∑§ř§√§Ņ§Ť§¶§«§Ļ°£
ÕŌ§Ī§Ņ•Ę•Ž•Ŗ§Ō°Ę•≥•ů•Ū•√•…§ň§‚ÕŌ√Ś§∑§∆§§§ř§∑§Ņ°£4»÷•≥•ů•Ū•√•…§ŌłÚīĻ§«§Ļ°£
•∑•Í•ů•ņ°ľ•ō•√•…§Ō°Ę4»÷§ő«≥ĺ∆ľľ§¨•ő•√•≠•ů•į§őĪ∆∂ѧ««Ú§√§›§Į§ §√§∆§§§ř§Ļ§¨°ĘŐš¬Í§ §ĮĽ»§®§Ĺ§¶§«§∑§Ņ°£
¨≤ÚŃį§őÕĹŃŘńէͰʅ‘∂ŮĻÁ§¨Ĺ–§∆§§§Ž§ő§Ō4»÷•∑•Í•ů•ņ°ľ§ņ§Ī§ņ§√§Ņ§ő§«°Ę•÷•Ū•√•Į§Ō•∑•Í•ů•ņ°ľ§ÚŧņĶ§∑§∆°Ęļ∆Ľ»Õ—§Ļ§Ž§≥§»§ň§ §Í§ř§∑§Ņ°£

•Ņ•§•Ŗ•ů•į•Ŕ•Ž•»•ę•–°ľľŤ…’
•–•ů•Į§ő√ś§ŌĻĢ§ŖĻÁ§√§∆§§§ř§Ļ

•Ŕ•Ž•»ľŤ…’

īįņģ§∑§ř§∑§Ņ
•Ŗ•√•∑•Á•ů§Ú§ń§Ī§∆įķ§≠ŇŌ§∑Ĺŗ»ųīįőĽ
•Ņ•§•Ŗ•ů•į•Ŕ•Ž•»•ę•–°ľ§Ú…’§Ī§∆«ŘņĢ§ÚńŐ§∑§ř§Ļ°£ ¨≤ÚĽĢ§ő•Š•‚§ÚĽ≤廧∑§ §¨§ťļÓ∂»§ÚŅ §Š§ř§Ļ°£
•“°ľ•»•®•Į•Ļ•Ń•ß•ů•ł•„°ľ§š•—•Ô•Ļ•∆•›•ů•◊°Ę«ŘņĢ§ §…§«°ĘV•–•ů•Į§ő√ś§ŌĻĢ§ŖĻÁ§√§∆§§§ř§Ļ°£
šĶ°∂Ó∆įÕ—§ő•Ŕ•Ž•»§ÚľŤ…’§Ī§ř§Ļ°£
•≥•ž•Į•Ņ°ľ•Ņ•ů•Į§‚…’§§§∆īįņģ§«§Ļ°£
•»•ť•ů•Ļ•Ŗ•√•∑•Á•ů§Ō°Ę•∑•’•»•Ū•√•…§ő•™•§•Ž•∑°ľ•Ž§őłÚīĻ§»°Ę•Į•ť•√•Ń§őŇņł°§Ú§∑§ř§∑§Ņ°£•®•ů•ł•ů§»ĻÁ¬ő§Ķ§Ľ§∆ļÓ∂»Ĺ™őĽ§«§Ļ°£
